NewsDetails
Forging and Forming Processes of Power Line Hardware
author:Dachuan time:2026-04-17 14:04:49 Click:95
Forging and Forming Processes of Power Line Hardware
Power line hardware fittings are essential components in overhead transmission and distribution systems, responsible for mechanical connection, load transfer, and structural stability. Forging and forming processes play a decisive role in determining their mechanical strength, fatigue resistance, and service life. Proper manufacturing ensures that fittings can withstand complex environmental and operational stresses in power networks.
1. Overview of Forging and Forming in Power Hardware
Forging and forming processes are metalworking techniques used to shape raw materials into functional components. In power line hardware manufacturing, these processes are widely applied to produce:
Suspension clamps
Tension clamps
Clevises, shackles, and yoke plates
Anchor fittings and connectors
Bolts, nuts, and threaded components
These parts must meet high mechanical reliability requirements due to continuous exposure to tension, vibration, and environmental loads.
2. Forging Processes
2.1 Hot Forging
Hot forging is the most common method for producing high-strength power fittings.
Steel is heated above recrystallization temperature
Shaped using dies under high pressure
Grain structure is refined and aligned
Advantages:
High mechanical strength
Excellent fatigue resistance
Suitable for complex geometries
2.2 Warm Forging
Performed at intermediate temperatures
Reduces forming load compared to cold forging
Improves dimensional accuracy
2.3 Cold Forging
Conducted at room temperature
Produces high surface finish and tight tolerances
Suitable for small components like bolts and pins
Limitations:
Higher forming force required
Limited to simpler shapes
3. Forming Processes
3.1 Rolling
Used for producing bars, rods, and structural sections
Improves material density and surface quality
Common for raw material preparation
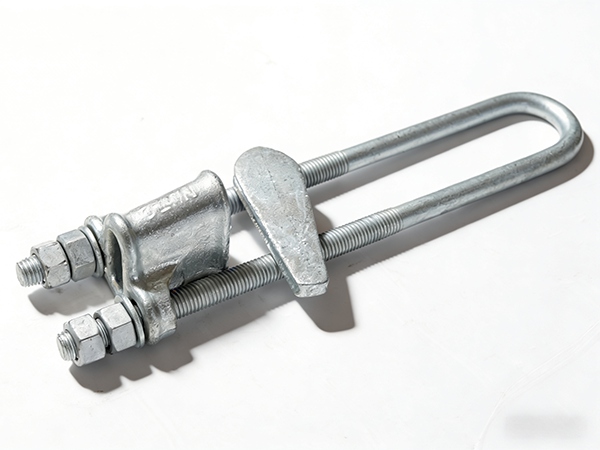
3.2 Bending Forming
Used to create U-bolts, clamps, and brackets
Controlled deformation ensures dimensional accuracy
Requires proper tooling to avoid cracking
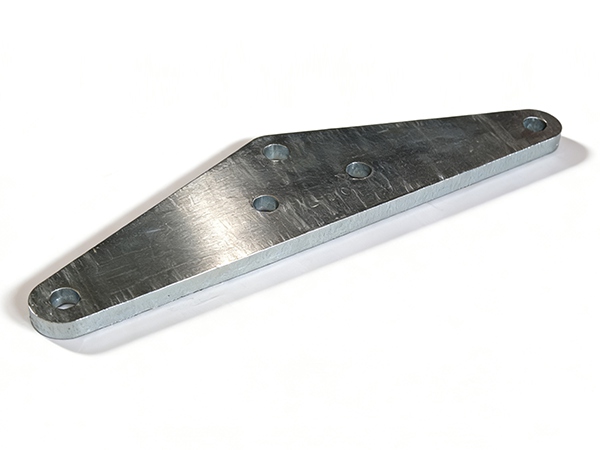
3.3 Stamping and Pressing
High-speed production method for sheet metal fittings
Suitable for washers, plates, and connectors
Provides consistent mass production capability
3.4 Extrusion (Limited Use)
Used for specific profiles and lightweight components
Ensures uniform cross-sectional shape
4. Material Behavior During Forming
4.1 Plastic Deformation
Metal is reshaped without fracture
Grain flow improves mechanical strength
4.2 Work Hardening
Cold forming increases hardness and strength
Excessive deformation may reduce ductility
4.3 Grain Structure Optimization
Forging aligns grain flow along stress directions
Enhances fatigue and impact resistance
5. Key Design Considerations for Forged Hardware
5.1 Load Path Optimization
Design must follow natural stress flow
Avoid sharp corners and stress concentration points
5.2 Die Design Accuracy
Precision die design ensures dimensional consistency
Proper allowance for shrinkage and finishing
5.3 Forging Ratio Control
Adequate deformation ratio improves internal structure
Prevents porosity and internal defects
5.4 Material Selection
Carbon steel for general fittings
Alloy steel for high-strength applications
Stainless steel for corrosive environments
6. Heat Treatment Processes
Heat treatment is critical after forging:
Normalizing: refines grain structure
Quenching and tempering: improves strength and toughness
Stress relieving: reduces internal residual stress
These processes enhance mechanical performance and dimensional stability.
7. Surface Treatment After Forming
After forging and forming, surface protection is essential:
Hot-dip galvanizing for corrosion resistance
Shot blasting for surface cleaning and roughness improvement
Coating or painting for additional environmental protection
8. Quality Control and Inspection
8.1 Dimensional Inspection
Ensures compliance with design tolerances
Critical for assembly compatibility
8.2 Mechanical Testing
Tensile strength testing
Impact and fatigue testing
Hardness verification
8.3 Defect Detection
Ultrasonic or magnetic particle inspection
Detects internal cracks or voids
9. Common Defects and Prevention
9.1 Cracks and Fractures
Cause: excessive deformation or poor material quality
Prevention: proper forging temperature control
9.2 Surface Defects
Cause: die wear or contamination
Prevention: regular die maintenance and cleaning
9.3 Internal Porosity
Cause: insufficient forging ratio
Prevention: optimized forging pressure and process design
10. Advantages of Forged Power Hardware
High mechanical strength and durability
Excellent fatigue resistance under cyclic loads
Improved grain structure and reliability
Long service life in harsh environments
11. Future Development Trends
Precision forging with CNC-controlled systems
Lightweight high-strength alloy applications
Integrated forming and heat treatment processes
Digital simulation (CAE) for process optimization
Green manufacturing with reduced energy consumption
12. Conclusion
Forging and forming processes are fundamental to the production of high-performance power line hardware. Through controlled deformation, optimized material flow, and precise heat treatment, these processes significantly enhance mechanical strength, fatigue resistance, and durability. With advancements in manufacturing technology, modern forged fittings are becoming more reliable, efficient, and suitable for increasingly demanding power transmission systems.
References
ISO 898-1 – Mechanical properties of fasteners made of carbon and alloy steel
ASTM A668 – Steel forgings, carbon and alloy, for general industrial use
IEC 61284 – Overhead lines – Requirements and tests for fittings
ASM Handbook – Forming and Forging Processes
CIGRÉ Technical Brochures on Overhead Line Hardware Manufacturing
 Recommended Products
Recommended Products



 Contact us
Contact us
—— Contact:Manager
—— Tel:+86 15631793633
—— Email:960244024@qq.com
—— Url:https://www.dachuan-power.com
—— Address:Liugusi Town, Hejian City, Cangzhou City, Hebei Province, China